0510-88888016
189- 0152-2222
0510-88888016
189- 0152-2222

固話一:0510-88888016 賀部長(zhǎng)
固話二:0510-88888017 孫經(jīng)理
固話三:0510-83076068 賀經(jīng)理
固話四:0510-83076658 姜經(jīng)理
固話五:0510-83079993 高經(jīng)理
固話六:0510-83079994 季經(jīng)理
傳真:0510-83079997 自動(dòng)接收
手機(jī): 189 0152 2222 總經(jīng)理
手機(jī):132 1875 9999 副總
手機(jī):133 3878 6068 賀部長(zhǎng) ( 廠長(zhǎng))
手機(jī):133 8220 6068 孫經(jīng)理 (倉庫)
手機(jī): 133 7366 1878 高經(jīng)理 (開單處)
上網(wǎng)洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市惠山區(qū)--錢橋鎮(zhèn)工業(yè)區(qū)--(南西漳工業(yè)園)運(yùn)河西路2號(hào)倉庫
Q345B方矩管的焊接全過程是如何的
Q345B方矩管的焊接全過程是如何的:在生產(chǎn)制造全過程中,是要開展焊接的,一般全過程都是會(huì)有加熱、焊絲、焊縫解決、焊后熱處理,下邊大家會(huì)開展逐一詳細(xì)介紹,每一個(gè)全過程應(yīng)當(dāng)注意什么:加熱有益于降低低碳鋼熱影響區(qū)的大強(qiáng)度,避免造成冷裂痕,它是焊接低碳鋼的關(guān)鍵加工工藝對(duì)策,加熱還能改進(jìn)連接頭塑性變形,減少焊后內(nèi)應(yīng)力。一般,35和45鋼的加熱溫度為150~250℃碳含量再高或是因薄厚和彎曲剛度非常大,裂痕趨向大時(shí),可將加熱溫度提升至300℃上下。若焊接件很大,總體加熱有艱難時(shí),可開展部分加熱,部分加熱的加溫范疇為焊縫兩邊各180mm。焊絲:標(biāo)準(zhǔn)批準(zhǔn)時(shí)優(yōu)先選擇采用偏堿焊絲。
焊縫解決:將焊件盡可能改成U形焊縫式開展焊接。如果是鑄造件缺點(diǎn),鏟挖到的焊縫外觀設(shè)計(jì)應(yīng)圓潤(rùn),其目地是降低對(duì)接焊縫熔入焊接金屬材料中的占比,以減少焊接中的碳含量,避免裂痕造成。焊后好是對(duì)接焊件馬上開展清除地應(yīng)力熱處理工藝,尤其是針對(duì)大薄厚焊接件、高剛度零部件及其嚴(yán)格標(biāo)準(zhǔn)下工作中的焊接件更應(yīng)這般。清除地應(yīng)力的淬火溫度為640℃。若焊后不可以開展清除地應(yīng)力熱處理工藝,應(yīng)該馬上開展后熱處理工藝。終填補(bǔ)一句在對(duì)Q345B方矩管的焊接全過程中,因?yàn)閷?duì)接焊縫熔融到第一層焊接金屬材料中的占比大達(dá)25%上下,因此第一層焊接焊接時(shí),應(yīng)盡可能選用小電流量、慢焊接速率,以減少對(duì)接焊縫的熔融深度。
Q460C方鋼管概述冷拉厚壁鋼管尤其的生產(chǎn)技術(shù):冷拉厚壁鋼管生產(chǎn)商務(wù)必在專用型進(jìn)口生產(chǎn)流水線上開展制做,以保證 風(fēng)管制作精密度及通風(fēng)風(fēng)管的密封性。冷拔厚壁鋼管零配件的開料應(yīng)在進(jìn)口專用型設(shè)備上應(yīng)用計(jì)算機(jī)技術(shù)全自動(dòng)化技術(shù)進(jìn)行,并由進(jìn)口的鈑金件專用型等離子切割機(jī)機(jī)里進(jìn)行全自動(dòng)等離子切割機(jī)工藝流程。冷拉無縫拼接方拔的壓槽聯(lián)接應(yīng)選用進(jìn)口全自動(dòng)牙齒咬合器開展牙齒咬合加工工藝。冷拉厚壁鋼管管身與接插法蘭盤間的聯(lián)接應(yīng)選用無鉚接加工工藝,應(yīng)用進(jìn)口產(chǎn)品開展無鉚接加工工藝。
0510-88888016
189- 0152-2222
固話一:0510-88888016 賀部長(zhǎng)主管 固話二:0510-88888017 孫經(jīng)理 業(yè)務(wù)經(jīng)理
固話三:0510-83076068 賀慶鎮(zhèn) 業(yè)務(wù)經(jīng)理 固話四:0510-83076658 姜園園 業(yè)務(wù)經(jīng)理
固話五:0510-83079993 高經(jīng)理 固話六:0510-83079994 季經(jīng)理
傳真:0510-83079997 自動(dòng)接收 郵箱:473334606@qq.com
地址:無錫市惠山區(qū)--錢橋鎮(zhèn)工業(yè)區(qū)--(南西漳工業(yè)園)運(yùn)河西路2號(hào)倉庫
 異型矩形管
異型矩形管 Q235B矩形管
Q235B矩形管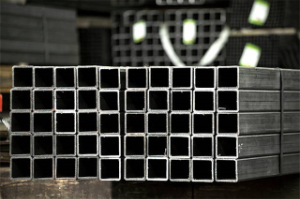 Q345B方矩管
Q345B方矩管